)
Upgrading an obsolete, unreliable crane system
It is not uncommon to find overhead cranes that are more than 80 years old still in operation in industrial facilities today. However, this gives rise to a range of complex operating issues. Here’s how crane control specialist, MH Automation International and crane parts supplier CP Automation worked together to upgrade the crane control equipment of an overhead travelling crane operating at a well-known steelworks in South Wales.
Overhead cranes have been used since the Industrial Revolution to move heavy and oversized objects in a range of applications. The original equipment manufacturers (OEMs) of the cranes designed the structural components of these material handling powerhouses to withstand mechanical forces far greater than those encountered in day-to-day operations.
However, from slow speeds to the limited ratings of early cranes, old equipment may not be able to meet the needs of modern material handling applications. Manufacturing facilities must maintain a constant flow of materials to remain competitive and any disruption can result in production loss and associated costs, which can reach tens of thousands of pounds per hour. Site managers must therefore look to minimise downtime, maintenance expenses and energy costs.
In this situation, three options exist for equipment improvement — invest in a new crane, refurbish a used crane, or upgrade the existing one. Rather than scrapping an outdated crane which is still structurally sound, it is often more cost-effective to upgrade and modify the control system of an existing crane to meet current operational and safety needs.
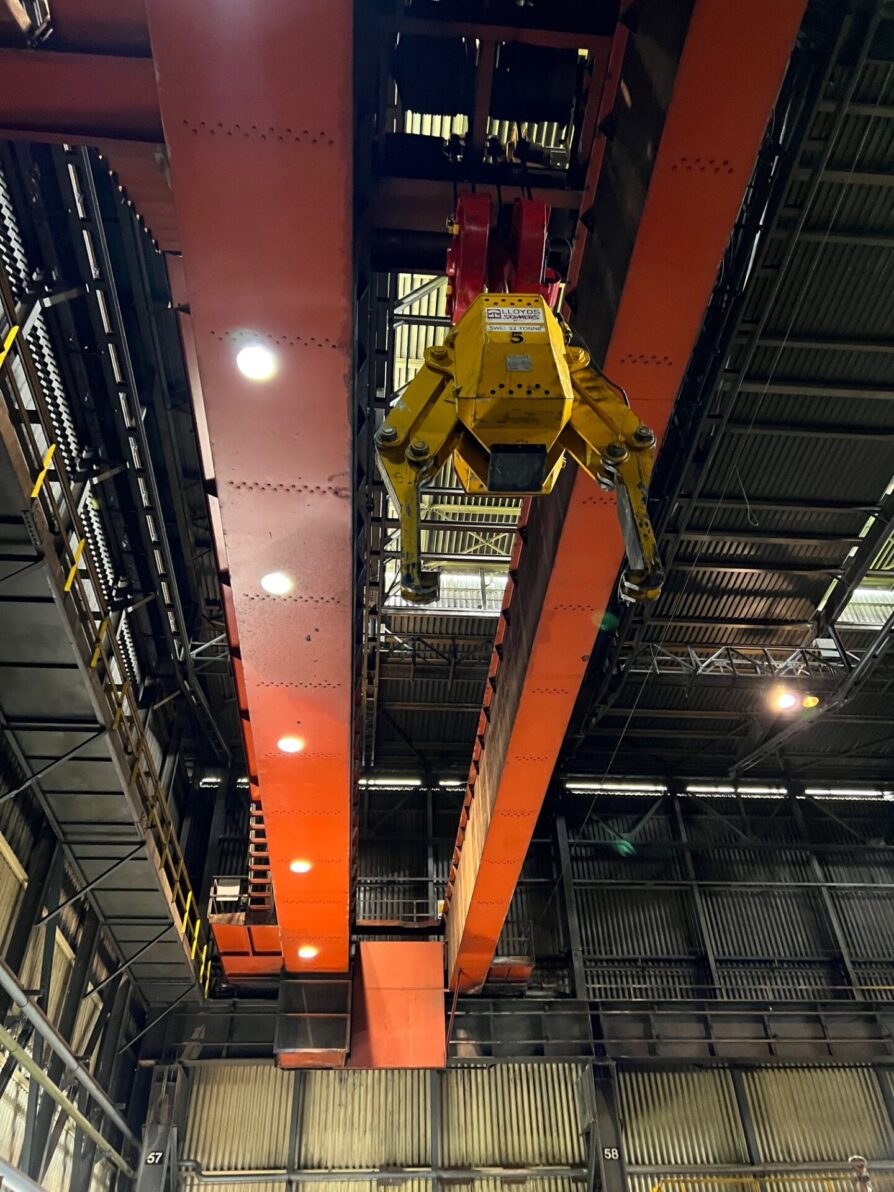
This is exactly what a leading steel manufacturing company did to upgrade several of its cranes across its UK sites. In the latest of four similar retrofit projects spanning a ten-year period, the steelworks in question wanted to increase reliability, safety and productivity of its obsolete legacy equipment. The company turned to MH Automation, a Cardiff-based specialist in electrical crane control system upgrades and refurbishments, to undertake this latest upgrade project of a Joseph Booth & Bros 10t electric overhead crane.
Joseph Booth & Bros equipment is well-known in the steel industry. Although the company is no longer in operation, it merged with several other well renowned crane manufacturers in the 1900’s, creating the newly established Wellman Booth name. Today, this brand is part of the Clarke Chapman group of companies, which still counts the nuclear and steel industries as some of its biggest customers.
Improved control
The crane which was due for upgrade has three motions: hoisting, cross travel and long travel driven by DC series wound electric motors. The crane was used to move product at the steelworks where approximately 400,000t of tin, chrome and polymer coated steels are manufactured per annum for the packaging industries.
MH Automation set about designing a new main hoist drive panel to control the primary hoist mechanism provided for lifting and lowering the rated load. In addition, the long travel and cross travel motions were also upgraded to provide safe and effective location of the gantry and trolley. A regenerative power module (RPM) was provided for the regeneration of braking power into the mains supply for improved efficiency. This assisted the company with its current drive for sustainability. The equipment had to have a high specification for environmental conditions, as steelworks are particularly dusty environments. In addition, protection against water ingress was required in this application.
The crane control specialist turned to CP Automation’s experienced engineers, who recommended the Magnetek Omnipulse DDC Series 2 to convert the crane’s outdated DC controls to state of the art efficient DDC Series 2 drives. Employing semiconductor technology, which provides more advanced control of motor speed and torque than costly inefficient DCCP control, the new drive control system improved control and safety dramatically.
An ideal drop-in replacement for traditional electromechanical control, the DDC Series 2 was also chosen for its compact modular design. In fact, its footprint is 33% smaller than typical motor controls and nearly 50% smaller volume than typical contactor controls, reducing space and weight on the crane.
“This control system was designed with comprehensive firmware that provides superior customisation and allows for agile parameter changes to meet current production needs,” explained John Mitchell, global sales & marketing director at CP Automation. “These parameters allow the drive to compensate for the mechanical timing of the crane or DC application, increasing brake life and plant efficiency.”
Uncompromised safety
Safety is paramount in material handling applications. The British Code of Practice for the Safe Use of Cranes (BS7121) establishes recommendations for the safe use of cranes within a work environment and is widely recognised as best practice in any industry.
To ensure compliance, MH Automation ensured that the drive system also provided key safety functions. These included continuity checks at start, motor series and field loss detection, loss of speed input, emergency power loss shut down and fail-safe pre-charge circuit design. In addition, system integration allowed for safety improvements in the control system as a whole, with compliant emergency stop circuitry among other functions. Four quadrant motor control – forward and reverse braking and forward and reverse
motoring – not only improved safety but also eliminated the need for directional contactors and speed control resistors. This allows regenerative energy to be consumed by other DC components on the grid, improving the efficiency of the process and industry sustainability overall.
Testing and performance
Despite supply chain challenges, the project was completed in May 2021. As well as commissioning the system, designing and installing it, MH Automation also conducted factory acceptance testing (FAT) before the equipment arrived on site and undertook site surveys post installation to ensure the new system was operating safely and optimally.
“This FAT testing helps assure all parties that the new system complies with all contractual specifications,” explained Robin Evans, managing director at MH Automation. “What’s more, it helps address any functional issues before the equipment arrives at the steelworks’ installation site. We specialise in control upgrade projects specifically for the crane sector, so we’re experienced in managing projects such as this from the initiation stage to successful installation and commissioning.”
By partnering with an expert in crane control upgrade projects, materials handling equipment operating in specialist industrial environments can be given a new lease of life. Importantly, by opting for a retrofit solution, plant managers can improve reliability and performance of their equipment at a cost-effective price point without compromising on safety.

New Issue
ILH April 2025
In this month's issue